Home
Home Decode
Decode Tech
Tech Tools
Tools Dale's Coins/CDs
Dale's Coins/CDs Contact
Contact Chevelle
of the Month
Chevelle
of the Month Things
For Sale
Things
For Sale Custom
Stickers
Custom
StickersEngine Assembly Order
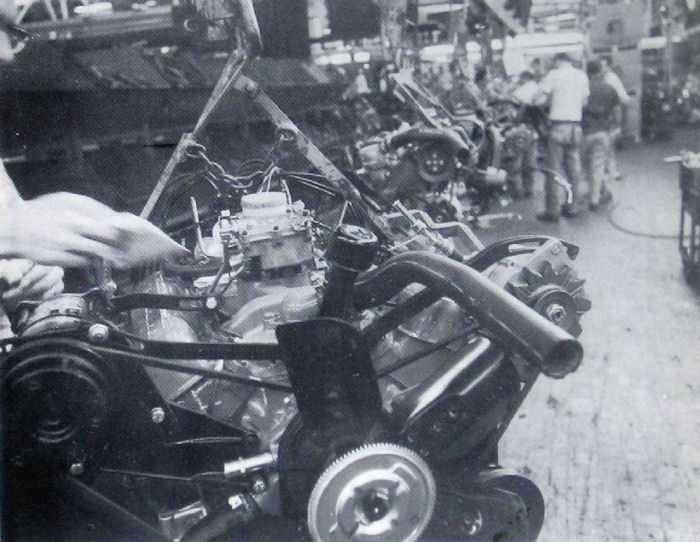
The following assembly for Flint and Tonawanda engine plants is general in nature as small variations were usually made from year to year.
| Flint | Tonawanda |
| Raw castings enter plant | Raw castings received from other parts of Tonawanda engine plant |
| Block machining (boring/broaching) in 1 to 2 days and washed | Block machining (boring/broaching) and washed |
| Block begins upside down. Bore sizes on oil pan rail broadcast ahead to piston hook up area. | Oil galley plugs |
| Galley plugs | Transmission alignment pins |
| Camshaft | Camshaft |
| Main bearing caps removed, crank installed, caps reinstalled. | Main bearing caps removed, crank installed, caps reinstalled. |
| Flywheel & pressure plate or flex plate | Flywheel & pressure plate or flex plate |
| Cam & crankshaft gears, timing chain | Cam & crankshaft gears, timing chain |
| Piston installation | Piston installation |
| Front engine cover and seal | Front engine cover and seal |
| Harmonic balancer | Harmonic balancer |
| Oil pump shaft and oil pump | Oil pump shaft and oil pump |
| Windage tray bolts if applicable | Windage tray bolts if applicable |
| Oil pan and hardware | Oil pan and hardware |
| Clutch housing | TDC determined, timing pointer |
| Engine turned upright | Engine turned upright |
| TDC determined, timing pointer | Camshaft lifters |
| Camshaft lifters | Build date/suffix code stamped * |
| Cylinder heads installed | Cylinder heads installed |
| Rocker arms & balls installed | Rocker arms & balls installed (studs already installed) |
| Intake manifold installed (oil filler tube if applicable, water outlet & thermostat already affixed) | Valves adjusted |
| Valves adjusted | Intake manifold installed |
| Valve covers installed | Water outlet & thermostat installed |
| Miscellaneous brackets and switches installed | Water pump installed |
| Build date/suffix code stamped | Spark plugs installed |
| Water test with vacuum gauge | Distributor installed |
| Oil cavity test | Miscellaneous brackets installed |
| Paint assembly | Exhaust manifolds |
| Distributor installed | Vacuum test |
| Coil & plug wires | Valve covers |
| Spark plugs | Paint assembly |
| Temperature switches | Hot test |
| Water and oil drained | Water and oil drained |
| Exhaust manifolds installed | Racked & readied for shipment |
| Spark plug wire supports, heat shields, other miscellaneous brackets installed | |
| Component verification | |
| Racked & readied for shipment |
* Early (1965) big block engines were stamped further to the right on the engine pad due to the large plug in the end of the cylinder head after assembly at Tonawanda. This caused problems for the final assembly plants in stamping the partial VIN identification. Later the engine ID information was stamped on the left of the pad before the heads were installed allowing the right side of the engine pad to be used for the car's partial VIN to be stamped.
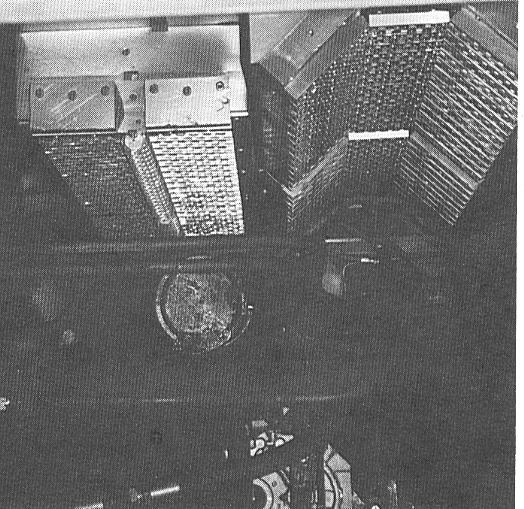
Two broach cutters are shown in this photograph. The cutter on the left
broaches the pan rail and the upper half of the main bearing bores.
The block is flipped over, registered and clamped on the pan rail, and
the one on the right broaches the deck surfaces and the top horizontal
surface between the decks. Each lateral row of cutting blades in each
broach is set about .001" deeper than the row ahead of it. The
block is clamped solid on its pallet and the overhead broach has about
a six-foot stroke longitudinally across the block surface; one pass
for the pan rail and one pass for the decks and top and it's done. Fresh
blades in the tool left hardly any broach marks at all; as the blades
wore, the broach marks became more visible.